使用T300进行打印
3.1 打印前的准备、检查与清洁
注意:
■ 打印开始前,请务必检查丝材是否充足,若需要更换丝材,请按照2.3步骤进行。
3.1.1 打印机工作环境检查
打印机应置于干燥、清洁的工作环境中,避免在高温、潮湿及灰尘较大的环境中工作。打印机应置于坚固、稳定、平整且干燥的表面,并确保打印机稳定地置于表面上,不发生晃动,以防止打印机高速工作时造成工作台及设备的剧烈震动。避免较尖锐的物品接触打印机表面,以免造成损伤。
3.1.2 清洁热床
打印开始前,需要清洁热床,防止打印受到上一次打印的残留基体的影响。 清洁流程参考下列步骤:
室温条件下,将打印板从热床上取下
使用铲刀把热床表面黏附的基体或纤维残留物清理干净
用水或者酒精清洗打印板表面,然后使用无纺布擦干
将打印板放回热床,加热至 60~80度之间
带上防护手套(隔热),取下打印板,再打印板表面均匀的喷涂3D打印平台喷雾
放回打印板
如使用其他款式的胶水或平台喷雾,请参考厂商给出的使用指南,平台喷雾可以使首层与打印板的结合更加牢固,同一区域喷雾的效果可维持五次打印
3.1.3 清洁喷头
打印头开始运动前,需要清洁两个喷头,(可使用刷子或镊子),防止喷嘴上黏附基体,导致归位的误差,从而引起打印失败。
清洁基体喷嘴时,需要将基体喷嘴升温到打印温度,待喷嘴表面黏附的基体融化后,使用刷子将其刷去即可。
清洁纤维喷嘴时,若喷头上可见挤出的纤维,可按照2.3.2中的操作步骤剪断纤维,参见图2.28,2.29。然后使用镊子把这段纤维夹出。
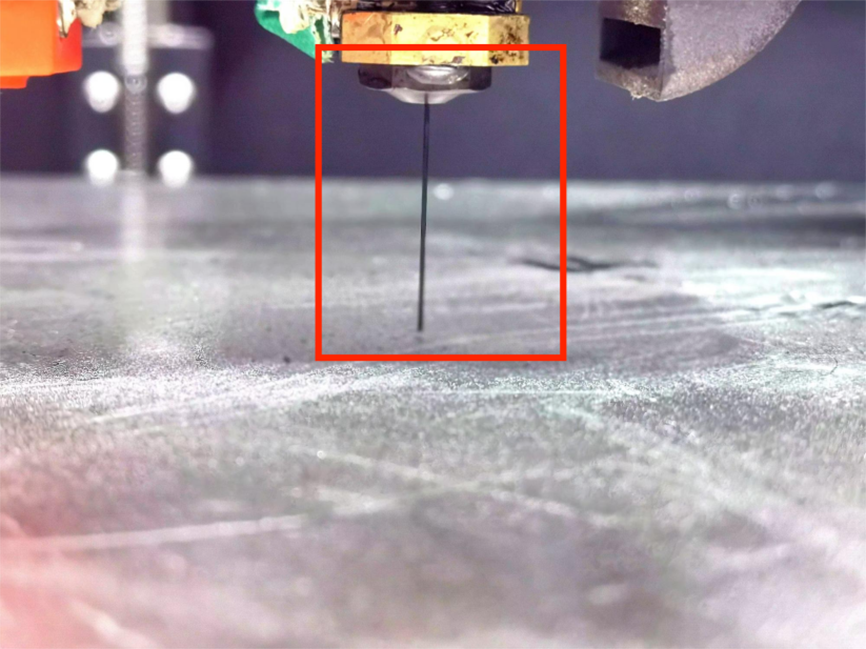
图3.1 喷头上有残留纤维
3.2 打印模型的准备
3.2.1 处理模型文件
在打印前,请先准备零件的数模,stl格式。
可以使用Solidworks软件进行建模,或者将已有模型导入Solidworks软件进行格式转换。将其他格式建模文件转换或另存为stl格式时,请点击“选项”按钮,保证“不要转换STL输出数据到正的坐标空间”选项被勾选。
该选项会保留原始坐标信息,以便后续使用Solidworks导出零件DXF时,坐标能够匹配。
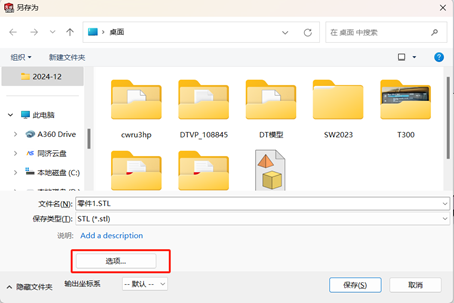
图3.2 SolidWorks另存为界面
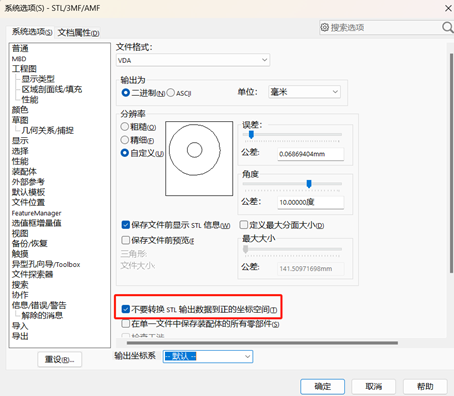
图3.3 需要勾选的选项
3.2.2 模型文件切片
注意:
■ iFiber软件的详细使用说明可参考《连续纤维切片软件使用指南》。
使用T300打印时,可以使用Cura、Prusa Slicer、Super Slicer、Simplify3D、Orca Slicer等切片软件(RepRap风格,且需要修改start.gcode以及end.gcode适配打印)或者iFiber(开箱即用),需要打印连续纤维复合材料零件的时候,只能使用iFiber。
按照使用指南使用iFiber对零件进行切片设置后,得到零件的Gcode文件。
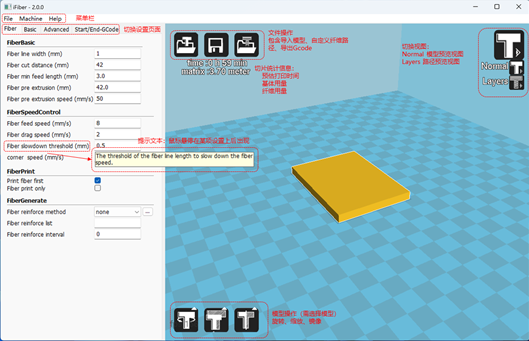
图3.4 iFiber软件界面
3.2.3 打印文件上传
按照如下步骤上传Gcode文件:
使用电脑访问打印机管理界面(在浏览器界面输入打印机IP地址自动跳转)
向下翻动界面,找到任务列表区域(图3.5),点击任务列表标题下方的“+”,选择“上传文件”选项
找到切片获得的Gcode并双击(图3.6)。Gcode上传成功后会添加进任务列表
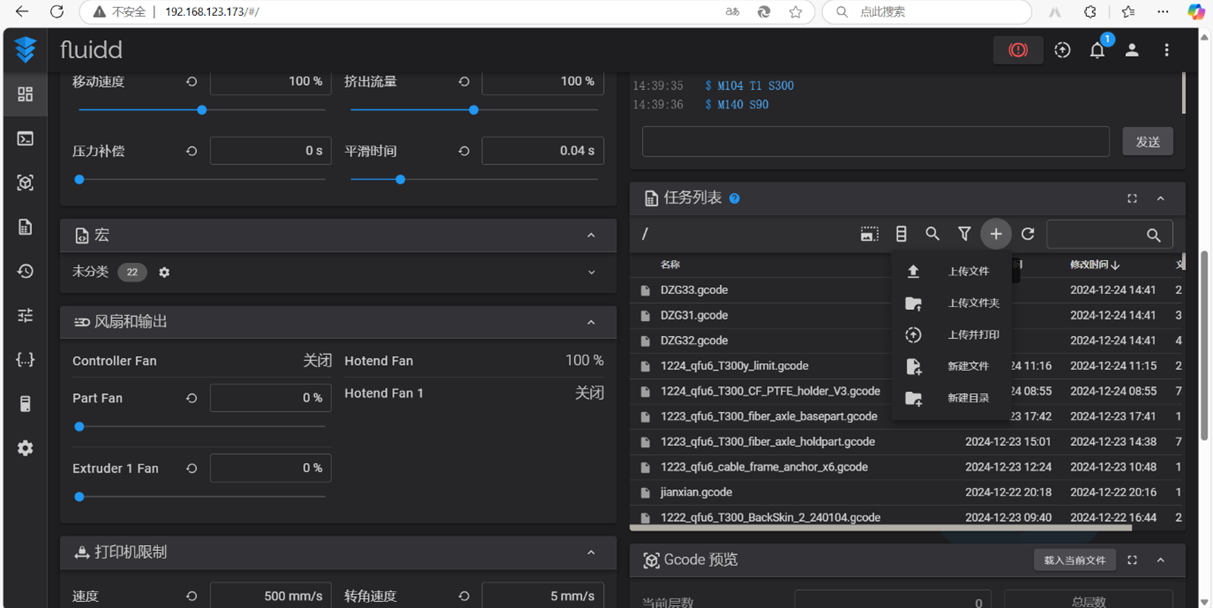
图3.5 上传文件
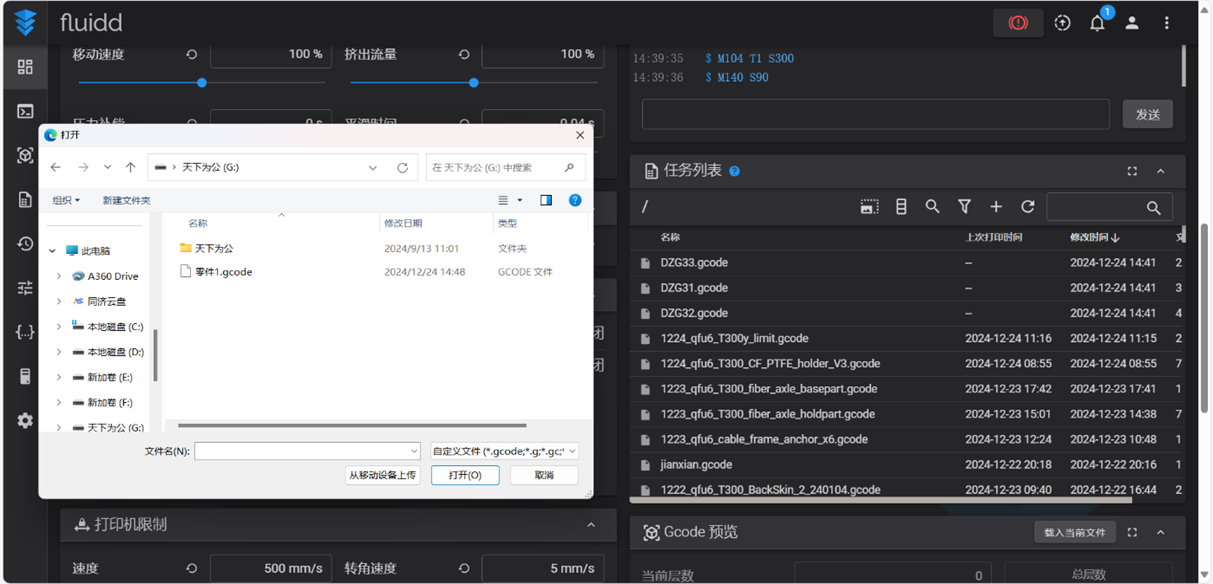
图3.6 选择Gcode文件
3.3 喷头与热床的温度设置
进入触摸屏初始界面,点击“Temperature”选项,然后点击“nylon_ccf_heating”选项(图3.7)。该选项适用于PA-CF基体和PET-CF基体以及PA基连续碳纤维预浸丝。
加热后请注意安全,避免直接接触热源。
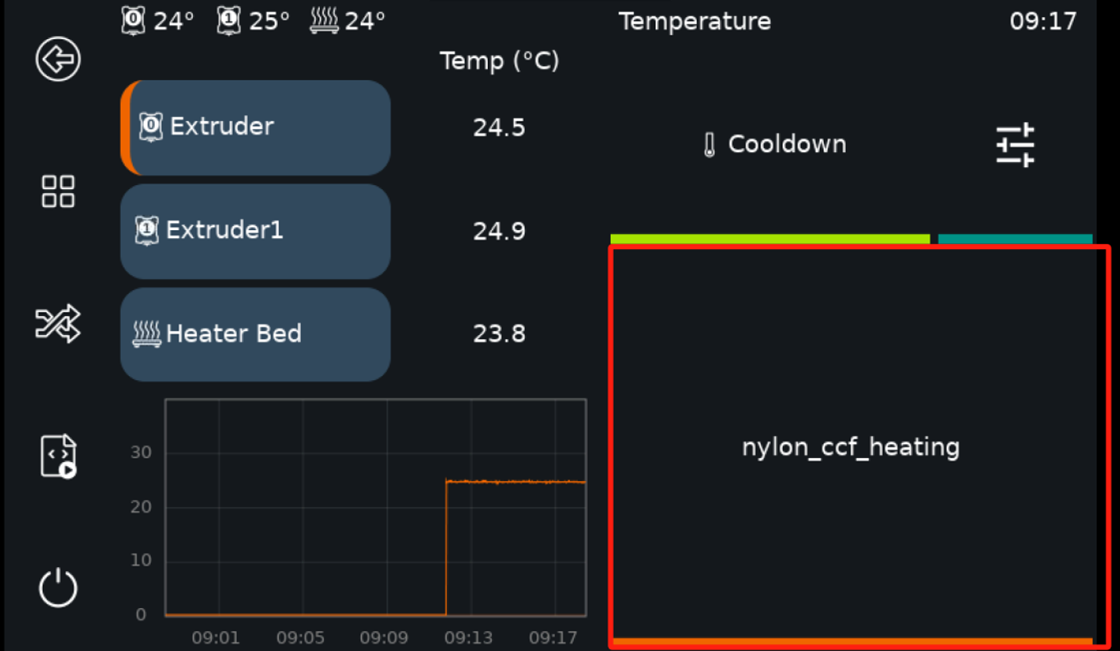
图3.7 自动升温选项
若需要自定义打印温度,可分别点击左侧的三个温度数字,输入所要设定的温度数值即可(图3.8)。如需冷却,可以将温度设置为0,或者点击图3.7中的Cooldown按钮。
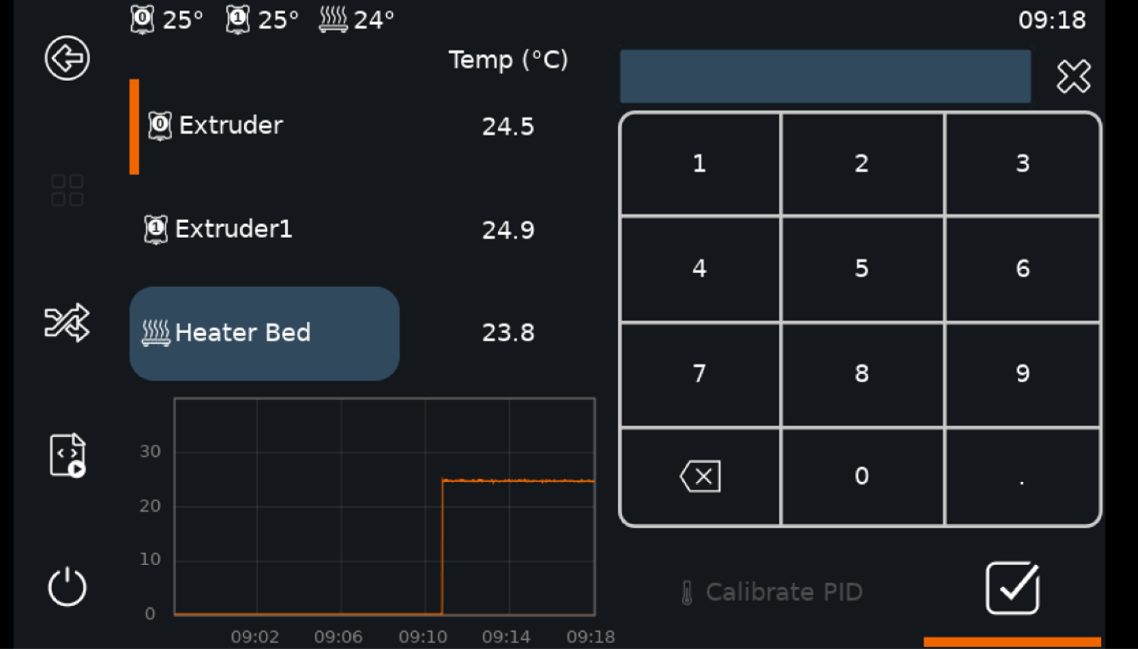
图3.8 手动升温选项
3.4 归位所有轴
在打印机移动开始前,必须对所有轴进行归位。
在正式打印开始前,应该在预设的打印温度下进行归位、自动调平和网床补偿,以排除喷嘴、热床热膨胀带来的z轴定位误差,调整时务必保证喷嘴清洁。
进入触摸屏初始界面,点击“Move”选项并找到“Home”命令(图3.9),然后在跳转进入的页面内点击“Home All”命令(图3.10),打印机即会自动开始Home定位。

图3.9 Move界面
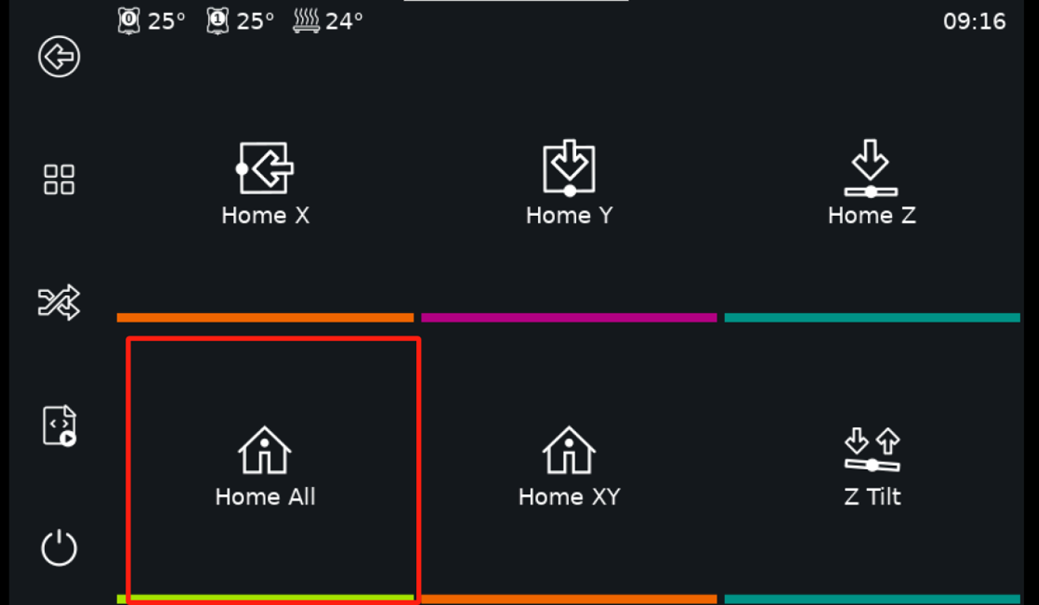
图3.10 HomeAll命令
3.5 选择文件并打印
进入初始界面后,点击“Print”选项,找到上传的Gcode并点击(图3.11),确定要打印的Gcode后点击“Print”(图3.12)。T300打印机即会开始进行打印,触摸屏会显示打印运行时的界面(图3.13)。
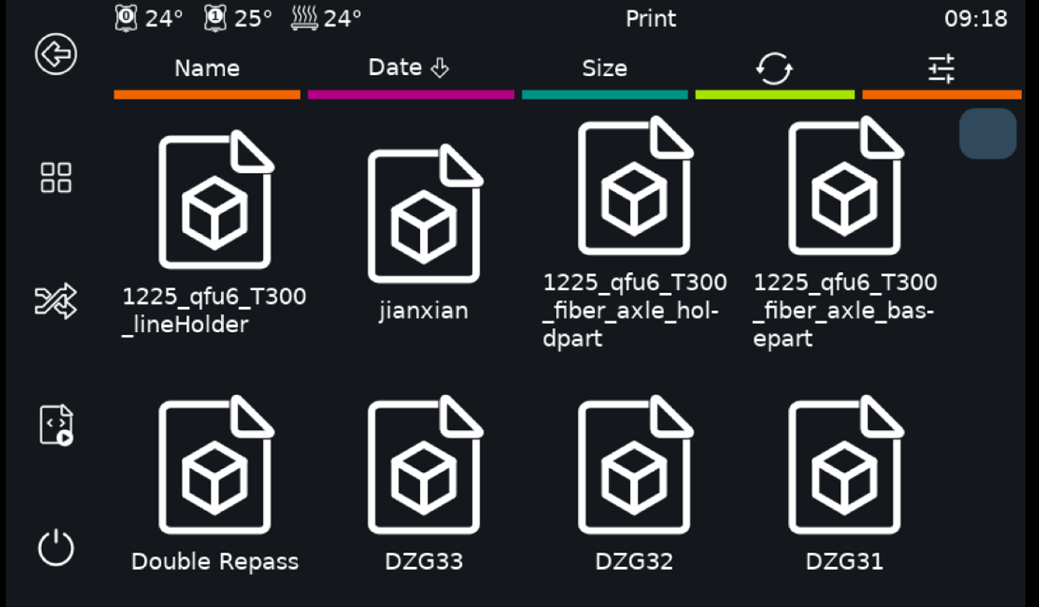
图3.11 选择Gcode

图3.12 确定要打印的Gcode
打印开始后,屏幕界面中展示了打印机的一些实时数据,如两个喷头与热床的温度、实际/预设打印速度、挤出机的流量、打印头高度等。
主要按钮的名称及功能如下:
Pause |
暂停,打印暂停,保留打印过程中的状态,直至恢复或取消打印 |
Cancel |
取消,打印取消 |
Settings |
取消,打印取消 |
Fine Tuning |
微调,对打印过程进行微调 |
有关打印界面及其相关操作的更多信息,请参考 klipper screen 官方文档 。
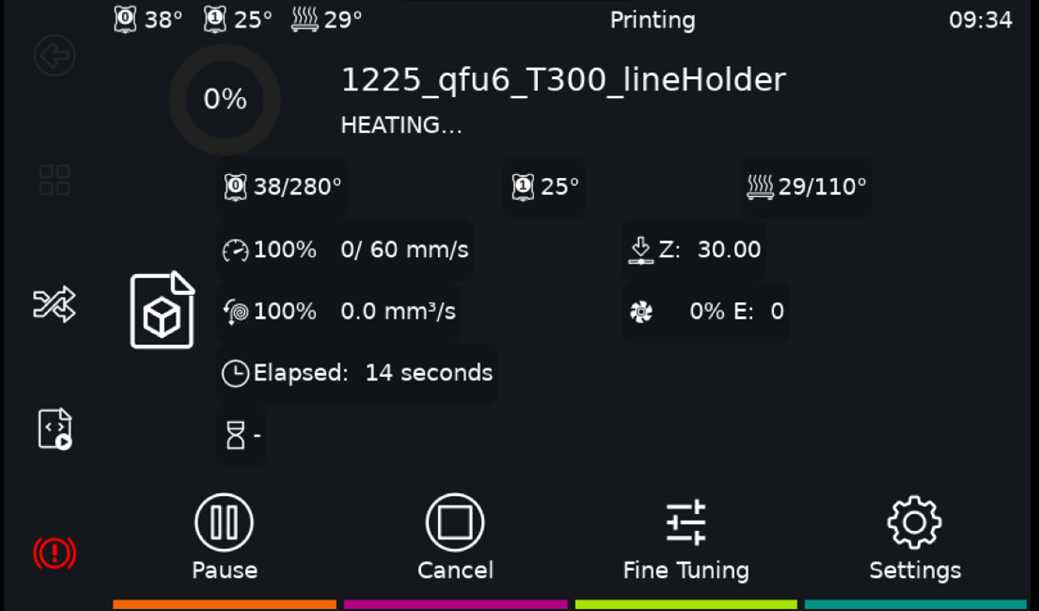
图3.13 打印运行界面

图3.14 微调界面
3.6 收取3D打印零件
注意:
■ 打印完成后,请勿立即断开电源
■ 待打印头温度降至接近室温(热端风扇停止转动时)后再断电
■ 否则可能造成基体打印头喉管堵塞。
打印完成且热床已冷却到室温后,可以使用铲刀将零件与打印板分离,或者取下打印板,弯曲打印板将零件取下。收取零件后请按照3.1.2,3.1.3中的操作对热床和喷头进行清洁。